- Flexible beam forming technique using an optical head equipped with beam mode control function
- Spatter reduction with beam mode control
- Mechanism for eliminating spatter and blowholes with beam mode control technology
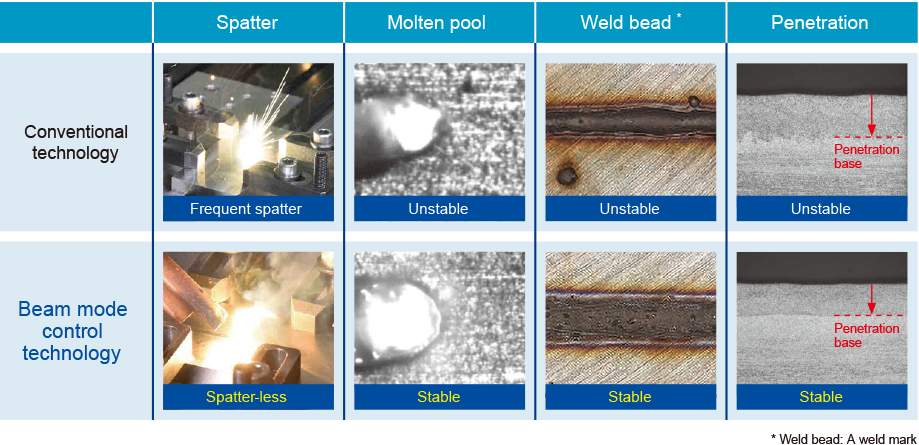
- Comparison of welding quality
- Beam mode control technology application examples
Flexible beam forming technique using an optical head equipped with beam mode control function
(Note) The optical head with beam mode control function was jointly developed with Furukawa Denshi Co., Ltd.
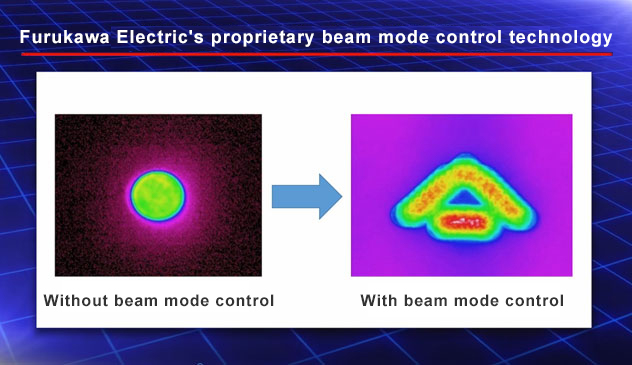
The key feature of our beam mode control technology is flexible mode design. The beam mode can be changed to the desired shape to obtain the optimum pattern and intensity distribution for each workpiece.
Beam forming principle and beam mode design
-
Principle of light diffraction
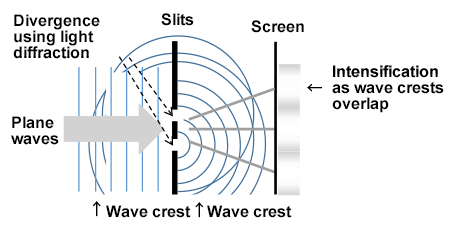
When a plane wave passes through a slit, diffraction occurs and the waves overlap, creating areas of intense light (white areas) on the screen.
-
DOE image
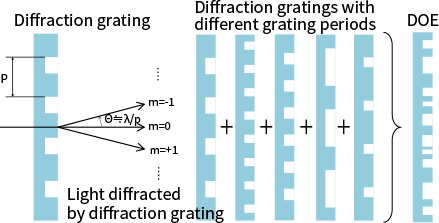
Diffractive optical elements (DOEs) use this principle to split the laser beam.
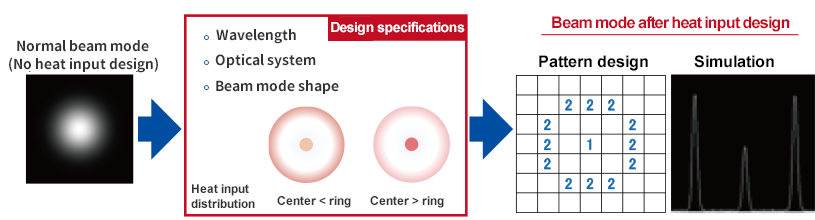
Design specifications
- The light profile is simulated from the design parameters (wavelength, optical system magnification, desired beam mode shape).
- By forming multiple stages of grating structures with different periods, it is possible to obtain a multi-branch beam mode pattern in which the location and intensity of each branch beam is finely controlled.
- The DOE obtained with Furukawa Electric's proprietary technology is characterized by high efficiency and high positional accuracy.
Spatter reduction with beam mode control
Spattering can be dramatically reduced by applying beam mode control technology.
The processing quality improvement effect obtained with beam mode control technology can be verified at our Chiba Works' Application Lab, or at our external partner laboratory in the Chubu District.
Beam mode control technology offers dramatic benefits for the welding of various materials that require the reduction of spattering and blowholes (zinc-plated steel, high-strength steel sheet, aluminum alloy, iron, stainless steel, and highly reflective materials such as copper and aluminum).
| Without beam mode control (Normal light condensing) |
With beam mode control | |
|---|---|---|
| Aluminum alloy | 
|

|
| Stainless steel (SUS304) |

|
|
The mechanism of reducing spatter and blowholes using beam mode control technology
Spatter and blowholes can be reduced by heat input design that matches the customer's material, process, and cycle time.
-
Conventional technology

Issues in high-speed (high power) processing
- Local heat input in keyhole generates vapor, creating turbulence.
Spatters and blowholes generated
Spatter : Scattering of molten metal
Blowhole : A bubble hole that remains in welded metal -
Beam mode control technology

High-speed processing with DOE, matches customer's material, process and cycle-time.
- Preheating effect around keyhole
Vapor pressure is dispersed to the surroundings, creating a moderate flow.
Achieves high quality weld by achieving spatterless and blowholeless
- Preheating effect around keyhole
Comparison of welding quality
Beam mode control technology application examples
| Field | Processing types | Details | Application field | |
|---|---|---|---|---|
| Laser processing | Welding |
|
Various types of welding requiring reduction of spattering and blowholes
|
|
| Reforming |
|
Wide-range surface processing with controlled heat input
|
|
|
| Removal |
|
More extensive cleaning of work surface layers
|
|
|
Inquiries about Industrial Lasers